- Enciclopedia de Electronica
- contact@elpedia.ro
Instalatia de sudare THYROTIG 220 AC/DC Lincoln Norweld
Măsurarea parametrilor electrici ai regimului de sudare la instalatii de sudat sub presiune
02/04/2013Antene verticale
03/04/2013Instalatia de sudare THYROTIG 220 AC/DC Lincoln Norweld

PRECIZARE

Thyrotig 220 AC/DC
Se face menţiunea că prezentul material, Instalatia de sudare THYROTIG 220 AC/DC Lincoln Norweld, s-a elaborat pe baza schemelor electronice rezultate în urma releveului circuitelor instalaţiei şi a analizei funcţionării acestora, neavând la dispoziţie nici o documentaţie tehnică a producătorului. Ca urmare, prezenta nu înlocuieşte, ci completează eventualele informaţii tehnice ulterioare provenind de la producătorul echipamentului. Criteriul după care s-au ales detaliile asupra cărora se insistă în prezenta instrucţiune, s-a stabilit în principal pe baza concluziilor trase în urma efectuării reparaţiei şi a analizei cauzelor care au putut produce defecţiunile constatate.
În ceea ce priveşte încadrarea în parametrii tehnici garantaţi de fabricant, şi conservaţi în urma efectuării reparaţiei, se vor lua ca referinţă datele înscrise pe placa de timbru existentă pe panoul posterior al aparatului, precum şi schema de conexiuni lipită pe interiorul unuia din panourile laterale ale aparatului, schemă anexată la prezenta instrucţiune.
A). DATE TEHNICE (conform placa de timbru)
Producător : LINCOLN NORWELD (ESS)
Tip: THYROTIG 220 AC/DC
Grad de protecţie: IP21
Clasa de izolatie: F
Parametrii alimentare: 1~ 50/60Hz 380V
Cos f 0.7 Fuzibil lent 35A
Parametrii de ieşire: Tensiune de mers în gol în regim AC = 63Vef
Tensiune de mers în gol în regim DC = 86V
Sarcina AC/DC la sudare cu electrozi = 8A/21V…210A/28V
Sarcina AC/DC la sudare WIG (TIG) = 8A/11V…210A/19V
Parametrii de sarcina raportati la durata activa a ciclului de lucru:
|
ED 35% |
38A 15kVA |
210A 28V |
|
ED 60% |
29A 11kVA |
160A 27V |
|
ED 100% |
23A 8.7kVA |
130A 25V |
NEN 3309
NEN 3316
D-7967 Bad Waldsee
B). DESCRIEREA INSTALATIEI
Sursa de sudură este o sursă de curent cu caracteristică abrupt căzătoare, alimentată monofazat cu 380V, care poate suda în curent alternativ sau în curent continuu, fie cu electrod învelit consumabil, fie cu electrod de wolfram (neconsumabil) în mediu protector de gaz (argon).
Instalaţia poate funcţiona pe unul din următoarele regimuri de ieşire:
– sudare manuală cu electrozi înveliţi, în curent alternativ;
– sudare manuală cu electrozi înveliţi, în curent continuu cu (-) la electrod;
– sudare WIG(TIG) în curent alternativ (aluminiu şi aliajele lui);
– sudare WIG(TIG) în curent continuu cu (-) la electrod (oţeluri);
În fig. 1 sunt reprezentate elementele de comandă şi reglaj ale instalaţiei, plasate pe panoul frontal.

Fig.1 Thyrotig 220 AC/DC – Panou frontal
Instalaţia se porneşte prin întrerupătorul 16 (ON/OFF), a cărui cuplare are ca efect alimentarea cu tensiune a circuitelor de comandă, şi pornirea ventilatorului. Se aprinde şi beculeţul încorporat în întrerupator, semnalizând PREZENŢĂ TENSIUNE DE ALIMENTARE.
Pe panoul frontal mai sunt plasate 4 siguranţe fuzibile, 17, 18, 19, 20, de tip temporizat (lente) de 1.6 amperi, care protejeaza diferite circuite ale instalaţiei.
Selectarea regimurilor ALTERNATIV(~)/CONTINUU(-) se face cu comutatorul 7.
Selectarea regimurilor ELECTROD ÎNVELIT/WIG se face cu comutatorul 10.
Reglajul curentului debitat în orice regim se face în mod continuu prin potenţiometrul 9, cu scala gradată de la 8 la 220 amperi.
Acest reglaj se poate face şi de la distanţă, de exemplu prin intermediului unei pedale cuplate prin conecorul 15 (conector circular cu 7 pini). Selectarea elementului de reglaj LOCAL/DISTANŢĂ (panou/pedală) se face cu comutatorul 14.
Pe durata când sursa este activată (există tensiune la bornele de ieşire pentru sudare), este aprins becul 8.
Potenţiometrul 11 este activ numai în regim de sudare WIG în curent alternativ (aluminiu), şi permite reglajul de BALANS pentru asimetizarea formei curentului de ieşire. Scala lui e gradată 5-0-5, zero la mijloc corespunde regimului echilibrat, când energiile dezvoltate în arcul electric sunt egale în cele două semiperioade ale curentului alternativ.
Comutatorul 12 este activ numai în regimurile de sudare WIG (AC sau DC), şi permite selectarea tipului de comandă care se dă de la butonul montat pe pistoletul de sudare. Cele două tipuri de comandă, consacrate în instalaţiile de acest gen, sunt de obicei notate generic cu prescurtarea 2T/4T, comandă în 2 tacte (funcţii)/4 tacte (funcţii), au o acţiune secvenţială, pe fiecare tact sunt cuplate sau decuplate elemente de circuit necesare procesului.
Potenţiometrul 13 este activ numai în regimuri de sudare WIG (AC sau DC), are scala gradată de la 5 la 25 şi este destinat pentru controlul timpului de curgere al gazului protector după ce arcul de sudură s-a stins. Reglajul duratei de postcurgere este de tip continuu, scala butonului fiind calibrată în secunde. Rotind butonul în sensul acelor de ceasornic, creşte timpul de postcurgere a gazului de protecţie. Imediat ce arcul electric a fost stins, timerul începe să cronometreze timpul ales, iar în momentul în care temporizarea a luat sfârşit, electroventilul de gaz se închide, procesul de sudare s-a terminat şi instalaţia este pregătită pentru un nou ciclu de sudare.
Ca dispozitive anexe pentru sudare, la instalaţie se pot racorda pistolete cu orice agent de răcire (apă, gaz), conectarea acestora făcându-se la elementele 3, 4, 5, 6.
În fig. 2 sunt prezentate în detaliu bornele de legătură ale instalaţiei cu dispozitivele menţionate (conexiunile exterioare), pentru ambele tipuri de pistolete. De menţionat că mufele de cablu cu care sunt dotate pistoletele (conectoare circulare tată cu 5 pini), care se cuplează la conectorul 5 de pe panoul instalaţiei trebuie să conţină legături interne între anumiţi pini, în funcţie de tipul de răcire al pistolatelui, aceste legături făcând poibilă comanda corectă a instalaţiei de răcire înglobate în instalaţie (pompă, releu de presiune).

Fig.2 Thyrotig 220 AC/DC – Borne panou frontal
C). PREGĂTIREA PENTRU PUNEREA ÎN FUNCŢIUNE
1) Alimentarea electrică
Legarea la reţeaua de alimentare cu energie electrică se face de către un electrician calificat care trebuie să se asigure că tabloul electric poate furniza puterea necesară şi să verifice existenţa celor 3 faze precum şi conexiunea corectă a nulului de protecţie. Se utilizează numai 2 din cele 3 faze, tensiunea de alimentare fiind de 380V monofazat.
Pentru conectarea cablului de alimentare trebuie demontat panoul lateral stânga al utilajului, apoi se identifică bornele contactorului principal unde se conectează cablul, conform cu schema electrică.
Tipul şi dimensiunea cablului vor fi în concordanţă cu cerinţele de putere precizate pe placa de timbru a aparatului.
Cablul trebuie să fie bine strâns în presetupa de pe panoul posterior a instalaţiei, să nu se înlăture mantaua exterioară pe porţiunea dintre presetupă şi contactor decât în zona unde se conectează în cleme (5-10 cm).
După conectarea cablului, este obligatorie remontarea panoului atât din considerente de protecţia muncii cât si pentru a se asigura tirajul necesar al aerului vehiculat de catre ventilator în interior, pentru răcirea componentelor.
2) Legarea la masă a instalaţiei
La montarea instalaţiei la un punct de lucru, legaţi cadrul fiecărui ansamblu ca: sursa de curent de sudare, comenzile (ex. pedala), masa de lucru, eventualul dispozitiv auxiliar de circulare a apei, etc., la pământ. Conductorii trebuie să fie adecvaţi.
Nu legaţi la pământ de conducte electrice sau de orice ţeavă care transportă gaz sau lichid inflamabil ca uleiul sau benzina.
Nu lucraţi în zone umede fără izolare adecvată. Acolo unde umezeala nu poate fi evitată, staţi pe o platformă sau pe un preş de cauciuc.
3) Cablul de masă al circuitului de sudare (fig. 3)
Trebuie să fie prevăzut cu conector rapid TEXAS 50-70 care se cuplează la conectorul-pereche plasat în partea stângă a panoului faţă al utilajului, conector care reprezintă borna pozitivă (+) a circuitului de sudare în regim DC. În regim AC, la această bornă este prezent un potenţial de curent alternativ(~). La celălalt capăt, cablul trebuie să aibă o clemă de masă, de preferinţă tip menghină, care se va conecta la piesa de sudat. Cablul va avea secţiunea corespunzătoare curentului de sudură impus de tehnologia de sudare.
IMPORTANT: Menghina (clema) acestui cablu se leagă nemijlocit la piesa de sudat…

Fig. 3 – Thyrotig 220 AC/DC – Cablul de masa
4) Alimentarea cu gaz de protecţie
4.1) Folosirea buteliilor de gaz
Butelia trebuie să aibă debitmetrul cu reductor în stare bună, racordurile pe întreg traseul parcurs de gaz să nu prezinte neetanşeităţi.
Evitaţi contactele circuitelor electrice cu buteliile, scurtcircuitele pot cauza accidente grave.
Folosiţi numai butelii care au numele gazului marcat; nu vă bazaţi numai pe culoare pentru identificarea gazului.
Nu folosiţi buteliile sau conţinutul lor în alt scop decât cel pentru care-s făcute. Nu folosiţi butelia ca suport sau ca rolă. Amplasaţi şi ancoraţi buteliile astfel încât să nu se răstoarne. Nu păstraţi buteliile în locuri în care ar putea fi lovite, nu le expuneţi la căldură excesivă, scântei, zgură, flacără. Conţinutul nu trebuie să depăşească 50 grade Celsius, răciţi cu apă (prin stropire) acolo unde e nevoie.
Nu ridicaţi buteliile apucându-le de supape sau de capac, sau cu lanţuri ori magneţi. Dacă supapa e blocată, nu folosiţi ciocanul sau cheia pentru a o deschide, dacă nu poate fi deschisă cu mâna.
4.2) Furtunurile de gaz
Nu folosiţi alt furtun decât cel specificat pentru gazul respectiv; în general se foloseşte furtun roşu pentru gaz combustibil, verde pentru oxigen, negru pentru gaze inerte. Folosiţi coliere adecvate, nu sârmă sau alţi înlocuitori.
Examinaţi periodic furtunul pentru depistarea scurgerilor şi slăbirii legăturilor. Scufundaţi furtunul cu presiune sub apă; bulele indică scurgerile.
Agăţaţi furtunul deasupra solului pentru a nu fi călcat sau deteriorat. Încolăciţi surplusul de furtun pentru a preveni îndoirea sau ondularea.
Reparaţi furtunul uzat sau cu scurgeri prin tăierea sau îndepărtarea zonei; nu folosiţi bandă de lipit.
4.3) Legături
Curăţaţi cu o cârpă curată fără scame, supapa de ieşire a cilindrului de impurităţi care ar putea astupa orificiile înainte de conectarea regulatorului. Nu legaţi niciodata un regulator conceput pentru un anumit gaz la un cilindru care conţine alt gaz. Strângeţi legăturile. Cănd asamblaţi legături cu filet, curăţaţi şi neteziţi locaşele unde este necesar.
Nu staţi în dreptul regulatorului când deschideţi supapa cilindrului. Deschideţi supapa cilindrului uşor, astfel încât presiunea regulatorului să crească încet. Verificaţi îmbinările pentru a depista scurgerile de gaz la prima creştere a presiunii (prima folosire) şi apoi periodic, cu o soluţie cu săpun. Bulele indică scurgerile. Curăţaţi apa cu săpun după test; săpunul uscat este inflamabil.
La părăsirea instalaţiei (după încetarea lucrului), închideţi alimentarea cu gaz de la sursă şi scurgeţi gazul din instalaţie.
5) Pistoletul de sudare
Instalaţia este echipată cu un pistolet răcit cu apă de tip LSW250. Montarea acestuia se face conform fig. 4.
Se strâng corect piuliţele olandeze cu care sunt prevăzute cele două furtunuri de apă tur-retur şi furtunul de gaz.

Fig. 4 – Thyrotig 220 AC/DC – Conectare pistolet racit cu apa
Se cuplează mufa de pe cablul pistoletului în conectorul pereche de pe panou şi se blochează printr-o uşoară rotire spre dreapta .Pistoletul răcit cu apă trebuie să fie prevăzut cu o conexiune (ştrap) în interiorul mufei de comandă, între pinii 4-5, aşa cum se vede şi în schema din fig. 4. Prin această conexiune se asigură comanda de pornire automată a pompei de apă. În caz contrar, pompa nu va porni, un releu de presiune situat în interiorul instalaţiei nu va permite lucrul cu instalaţia. Dacă totuşi instalaţia lucrează când pompa nu funcţionează, înseamnă că s-a defectat presostatul, sau reglajul acestuia este incorect, lucru care trebuie evitat, altfel, pistoletul se va deteriora în scurt timp. Instalaţia poate fi echipată şi cu pistolet răcit cu gaz, în locul celui răcit cu apă, dar în acest caz, montarea se face conform fig. 5.

Fig.5 Thyrotig 220 AC/DC – Conectare pistolet racit cu gaz
Pistoletul răcit cu gaz trebuie să fie prevăzut deasemenea cu o conexiune (ştrap) în interiorul mufei de comandă, de data aceasta între pinii 3-4, aşa cum se vede şi în schema din fig. 5. Prin această conexiune se asigură funcţionarea instalaţiei fără ca pompa de apă să fie pornită, prin anularea funcţiei presostatului.
La ambele tipuri de pistolet, butonul de comandă este legat la pinii 1-2 ai mufei, aşa cum se vede şi în schemele din fig. 4 şi fig. 5.
D) EXPLOATAREA
1) Sudarea manuală cu electrozi înveliţi
Instalaţia este destinată în principal sudării în mediu protector de argon şi este mai raţional a se folosi în acest scop. Totuşi ea se poate folosi şi pentru sudarea cu electrozi înveliţi. În acest caz, se execută următoarele manevre (vezi fig. 1):
1.1 – Se cuplează conectorul-tată al cablului de masă (piesa de sudat) la conectorul- mamă pereche de pe instalaţie (reper 1).
1.2 – Se cuplează conectorul-tată al cablului cleştelui portelectrod la conectorul- mamă pereche de pe instalaţie (reper 2).
1.3 – Se pune comutatorul AC/DC (~/-), pe pozitţia impusă de tipul de electrod utilizat (reper 7).
1.4 – Se pune comutatorul de regim WIG/ELECTROD (reper 10), pe poziţia corespunzătoare (în jos), sugerată prin semnul convenţional asociat acestuia, aşa cum se vede şi în fig. 6.

Fig.6 Thyrotig 220 AC/DC – Selectare regim de sudura MMA
1.5 – Se pune comutatorul de selecţie reglaj LOCAL/DISTANŢĂ (reper 14), pe poziţia corespunzătoare reglajului local (în jos), aşa cum se vede şi în fig. 7.

Fig. 7 Thyrotig 220 AC/DC – Comutator Local/Distanta
1.6 – Se fixează potenţiometrul 9 pe un curent suficient care să permită amorsarea sigură a arcului în concordanţă cu electrodul utilizat, folosind indicaţiile scalei care este gradată orientativ.
1.7 – Se porneşte instalaţia prin acţionarea întrerupătorului 16 (roşu).
Se aprinde becul din întrerupătorul de reţea 16, care semnalizează prezenţa tensiunii de alimentare şi totodată, becul 8 care indică faptul că există tensiune la bornele de ieşire, deci se poate începe procesul de sudare. Cu potenţiometrul 9 se poate regla curentul de sudură la valoarea dorită.
Poziţia elementelor de comandă şi reglaj care nu au fost menţionate mai sus nu are nici o importanţă, ele nefiind active în acest regim de funcţionare.
AVERTIZARE !
Comutatorul AC/DC (~/-), nu se va acţiona niciodată sub sarcină (în timpul sudării). Nerespectarea acestei condiţii poate duce la avarii grave în instalaţie. Selectarea AC/DC (~/-) se face numai cu instalaţia oprită, sau funcţionând în gol.
2) Sudarea WIG în curent continuu
În acest caz, se execută următoarele manevre (vezi fig. 1):
2.1 – Se cuplează conectorul-tată al cablului de masă (piesa de sudat) la conectorul- mamă pereche de pe instalaţie (reper 1). Conectorul 2 este neutilizat, legătura corespunzătoare la circuitul de sudare făcându-se prin unul din racordurile pistoletului (racordul 4 încazul pistoletului răcit cu gaz, respectiv racordul 5 în cazul pistoletului răcit cu apă).
2.2 – Se conectează la bornele corespunzătoare un pistolet WIG, conform fig. 4, dacă este răcit cu apă, sau conform fig. 5 dacă este răcit cu gaz.
2.3 – Se pune comutatorul 7 pe pozitţia DC.
2.4 – Se pune comutatorul de regim WIG/ELECTROD (reper 10), pe poziţia corespunzătoare (în sus), sugerată prin semnul convenţional asociat acestuia, aşa cum se vede şi în fig. 8.

Fig.8 Selectie sudura WIG
2.5 – Se pune comutatorul de selecţie reglaj LOCAL/DISTANŢĂ (reper 14), pe poziţia corespunzătoare reglajului local (în jos), aşa cum se vede şi în fig. 7.
2.6 – Se fixează potenţiometrul 9 pe un curent suficient care să permită amorsarea sigură a arcului în concordanţă cu electrodul utilizat, folosind indicaţiile scalei care este gradată orientativ.
2.7 – Se fixează potenţiometrul 13 pe durata de postcurgere a gazului dorită (cu atât mai mare cu cât curentul de sudură folosit e mai mare). Scala e gradată în secunde.
2.8 – Se selectează tipul de comandă dorit, 2 tacte/4 tacte, cu comutatorul 12.
2.9 – Se porneşte instalaţia prin acţionarea întrerupătorului 16 (roşu). Se aprinde becul din întrerupătorul de reţea 16, care semnalizează prezenţa tensiunii de alimentare. Porneşte ventilatorul, iar dacă la ieşire e montat pistolet răcit cu apă, porneşte automat şi pompa, care va funcţiona atâta timp cât mufa de comandă a pistoletului este introdusă în conectorul 3. În această etapă e bine să se se verifice şi dacă există circulaţie de lichid de răcire prin instalaţie, lucru care se poate observa prin transparenţa rezervorului din spatele instalaţiei, în dreptul buşonului de retur.
2.10 – Se dă comanda de la pistolet şi se procedează la amorsarea arcului prin apropierea electrodului de wolfram de piesa care se va suda, fără a fi necesară atingerea acesteia.
Din această etapă, modul de lucru a instalaţiei depinde de tipul de comandă ales: 2T/4T.
2.10.1 – Comanda în 2 tacte se recomandă pentru cordoane de sudură scurte, pentru heftuire, şi în general atunci când procesul impune porniri şi opriri dese. Pentru selectarea acestei comenzi, comutatorul 12 trebuie pus pe poziţia în sus, poziţie în dreptul căreia este inscripţionat următorul semn convenţional:
")
Fig.9 Comanda in 2 tacte (pentru heftuire)
Pentru iniţierea procesului, se apasă tasterul de pe pistolet.
APĂSAREA pe buton reprezintă TACTUL 1
Pe durata cât tasterul e apăsat, toate funcţiile sunt activate (electrovalva este deschisă şi permite circulaţia gazului, există tensiune la bornele de ieşire, etc.), se poate suda. Se aprinde becul 8 de pe panoul instalaţiei.
Pentru oprire se eliberează butonul de pe pistolet.
ELIBERAREA butonului reprezintă TACTUL 2.
2.10.2 – Comanda în 4 tacte se recomandă pentru sudură continuă, situaţie în care este mai ergonomică (nu mai este necesară apăsarea permanentă a butonului de pe pistolet) şi permite executarea secvenţială a mai multor funcţii. Cele 4 tacte sunt următoarele:
APĂSAREA pe buton în vederea pornirii, reprezintă TACTUL 1.
ELIBERAREA butonului în vederea pornirii, reprezintă TACTUL 2.
Din acest moment, toate funcţiile instalaţiei sunt activate (electrovalva este deschisă şi permite circulaţia gazului, există tensiune la bornele de ieşire, etc.), se poate suda. Se aprinde becul 8 de pe panoul instalaţiei.
Pe toată durata sudării, nu se va mai atinge butonul de pe pistolet.
APĂSAREA pe buton în vederea opririi, reprezintă TACTUL 3.
ELIBERAREA butonului în vederea opririi, reprezintă TACTUL 4.
Instalaţia revine la starea iniţială.
Pentru oprirea rapidă, care are ca efect ruperea instantanee a arcului direct de la valoarea setată a curentului de sudură, la zero, tactul 3 şi 4 vor fi scurte (apăsare scurtă şi eliberare imediată a butonului). Dacă curentul de lucru e mare, oprirea în acest mod poate produce un crater în baia de sudură în momentul opririi, care e bine a fi evitat. În acest scop, instalaţia oferă o facilitate deosebită, şi anume, posibilitatea umplerii acestui crater (opţiune craterfiller).
Aceasta se poate obţine prin menţinerea prelungită a comenzii pe tactul 3. Practic, pe acest tact, când butonul se apasă în vederea opririi, butonul nu se va elibera imediat ci se ţine apăsat, sudând în continuare (umplere crater). Se va observa cum curentul de de sudură se micşorează treptat până la stingerea arcului, lucru care se produce automat. Imediat ce arcul s-a stins, se va elibera butonul (tact 4). Instalaţia revine la starea iniţială.
Pentru selectarea comenzii în 4 tacte, comutatorul 12 trebuie pus pe poziţia în jos, poziţie în dreptul căreia este inscripţionat următorul semn convenţional:
")
Fig.10 Comanda in 4 tacte (sudura continua)
HINT !
Când se lucrează cu comanda în 4 tacte, poate apărea următoarea situaţie:
După apăsări repetate pe butonul pistoletului (voite sau accidentale), se poate întâmpla la un moment dat să nu mai ştim dacă instalaţia este sau nu activată, şi după încercări infructuoase de a amorsa arcul să constatăm că nu eram pe secvenţa corectă…
Pentru a depăşi orice incertitudine, este suficient să privim panoul instalaţiei: Dacă becul de control 8 este stins, înseamnă, ori că becul este ars, ori că instalaţia este neactivată ca efect a comenzii anterioare, prin care s-a derulat deja tactul 4.
De reţinut că atâta timp cât becul de control 8 este aprins, înseamnă că s-a derulat deja tactul 2, instalaţia este activată şi se poate proceda la amorsarea arcului.
Concluzie: E bine să înlocuim reperul 8, ori de câte ori se defectează. Vom evita situaţiile nedorite semnalate mai sus.
3) Sudarea WIG în curent alternativ (aluminiu şi aliaje)
Manevrele sunt în cea mai mare identice cu cele descrise în paragraful precedent (sudarea WIG în curent continuu), cu câteva excepţii care ţin de particularităţile specifice acestui procedeu.
Excepţia 1:
Comutatorul 7 trebuie pus pe poziţia AC(~), la momentul descris anterior, niciodată în sarcină, ci totdeauna, ori cu instalaţia oprită, ori funcţionând în gol.
Excepţia 2:
Potenţiometrul 11, cu scala gradată 5-0-5, care în situaţia anterioară nu conta, funcţia lui fiind anulată de setările specifice, devine acum activ, reglarea acestuia fiind esenţială pentru obţinerea unor suduri de bună calitate a aliajelor de aluminiu. Funcţia lui este în general descrisă prin denumirea “BALANS” şi ţine de fenomenele fizice care se petrec în arcul de sudură WIG în curent alternativ.
Rolul potenţiometrului de BALANS este de a modifica forma undei de ieşire, oferind fie o mai bună curăţire a suprafeţei, fie o penetraţie mai adâncă a sudurii. Practic , se introduce artificial , cu rol de compensare, o componentă continuă de o anumită polaritate, aşa cum este ilustrat sugestiv în fig. 11.

Fig.11 Reglajul balansului la sudarea WIG in curent alternativ
Rotind butonul potenţiometrului spre poziţia de pătrundere maximă, obţinem o mai bună penetrare a sudurii în material. Rotind comanda în sens invers, către poziţia de curăţire maximă obţinem o mai bună curăţire a piesei de sudat – un avantaj bun la sudarea metalelor care oxidează, cum sunt aluminiul şi magneziul. Când comanda de BALANS se găseşte în poziţia echilibrat (0), forma de bază a curentului de sudare nu este modificată şi se va obţine un compromis între o bună curăţire şi o bună penetraţie.
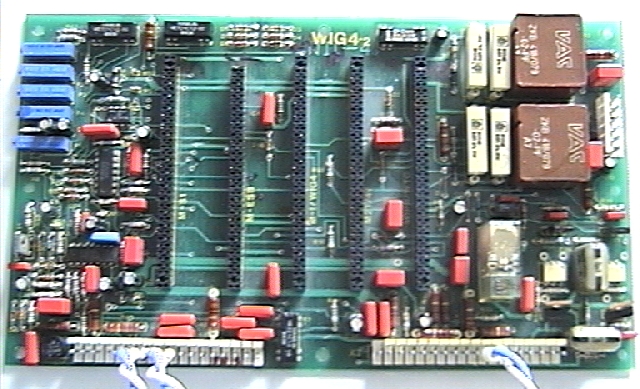
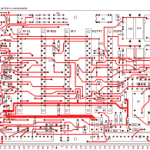
Moherboard:
-

- Thyrotig 220 AC/DC – Motherboard Layer1
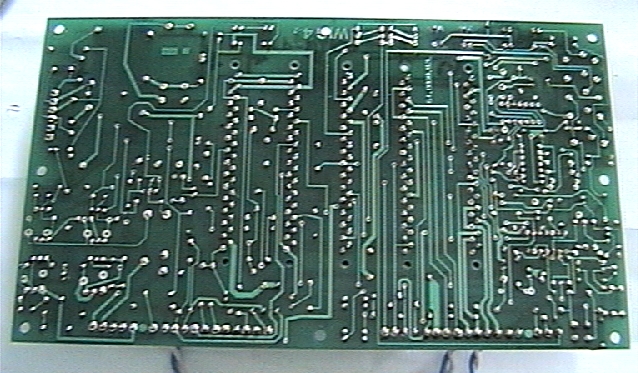
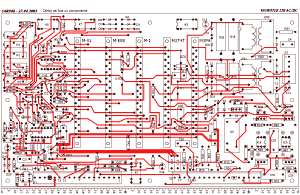
-
- Thyrotig 220 AC/DC – Motherboard Layer2
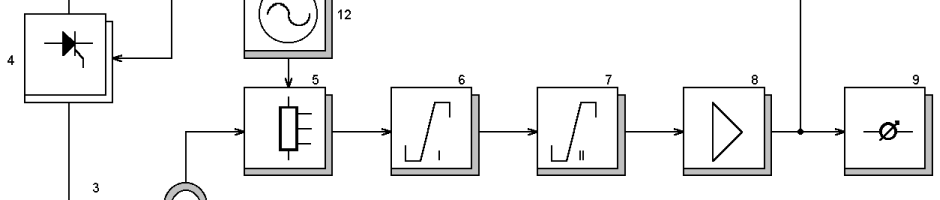
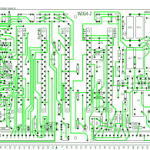
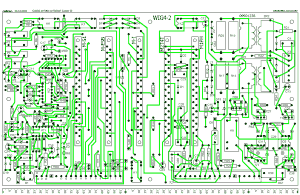
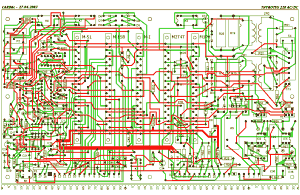
In continuare se prezinta informatii tehnice utile in activitatea de depanare/ restaurare a instalatiei, concretizate in cateva desene reprezentand scheme electronice si desene de cablaj ale modulelor, rezultate in urma releveelor executate de autor pe instalatia cu seria 1190374 :
-
- Thyrotig 220 AC/DC – Motherboard PCB Layer1
-
- Thyrotig 220 AC/DC – Motherboard PCB Layer 2
-
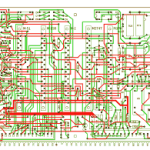
- Thyrotig 220 AC/DC – Motherboard PCB Both Layers
Schema electrica a instalatiei complete:
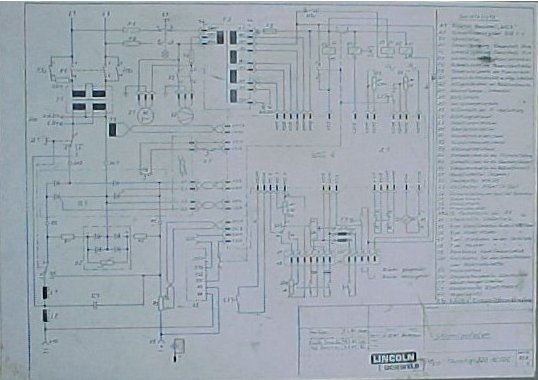
Thyrotig 220 AC/DC – Schema electrica generala
Aceste desene pot fi downloadate la o rezolutie ce ofera o maxima inteligibilitate, contra unei contributii modice, de pe urmatoarea adresa:
……………………………..
Author: Emil MATEI
http://www.elpedia.ro